


SC Profi Komplett
Montiert mit 2 Scheiben. Flexible Verbindung und Anschlussschlauch. Mit 8mm Rectus Nippel.
Geeignet für Schweissverfahren
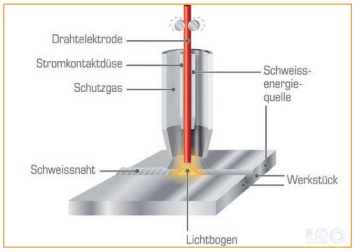
MIG/MAG Schweissen - (MIG = Metall-Innertgas-Schweissen / MAG = Metall-Aktivgas-Schweissen)
Beim MIG/MAG-Schweissen handelt es sich eigentlich um zwei unterschiedliche Schweissprozesse:
MIG-Schweissen steht für Metall-Inertgas-Schweissen. Bei diesem Verfahren kommen inerte, also reaktionsträge Schutzgase wie Argon, Helium oder Gemische daraus zum Einsatz.
MAG-Schweissen steht für Metall-Aktivgas-Schweissen. Hierbei werden zum Trägergas Argon aktive Schutzgase wie Kohlenstoffdioxid (CO2) oder Sauerstoff (O2) hinzugegeben. Es ist jedoch auch möglich, reines CO2 als Schutzgas für das Schmelzbad zu verwenden.
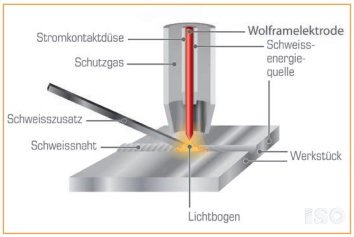
WIG/TIG - Wolfram-Inertgasschweissen
Das Wolfram-Inertgasschweissen (WIG/TIG) ist ein Schweissverfahren mit Schutzgas, bei dem eine nichtabschmelzende Elektrode (Wolframelektrode) aus reinem oder legiertem Wolfram verwendet wird. Es ist besonders geeignet, wenn Sie legierte Stähle oder Leichtmetalle verschweissen möchtest.
- MIG MAG
- WIG
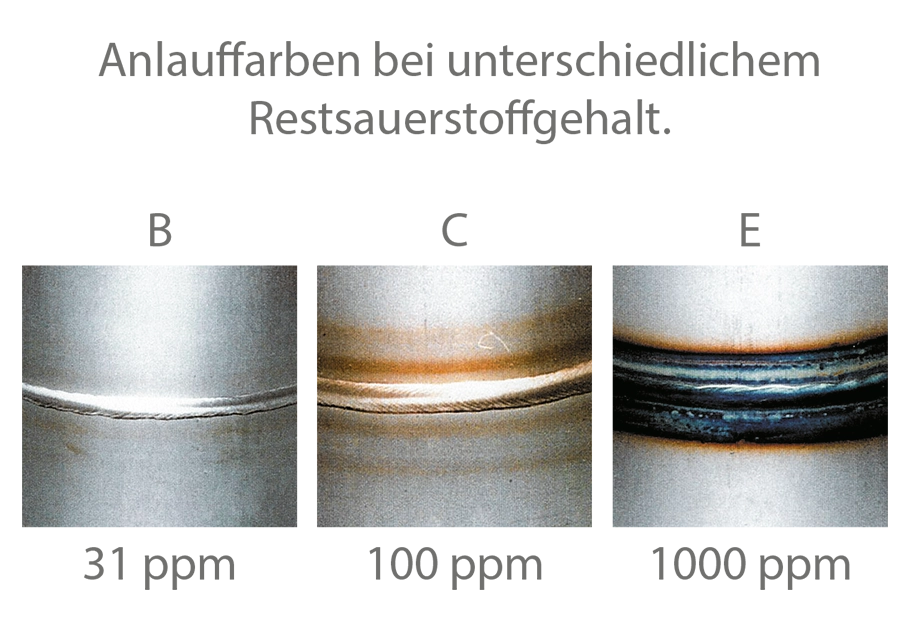
Unter Formieren im schweisstechnischen Sinne versteht man den Gasschutz einer Schweissnaht, im Regelfalle der Nahtunter- bzw. Gegenseite (Wurzel) zur Verhinderung von Oxidation, die durch Verbindung von Luftsauerstoff mit dem auf Schweisstemperatur erwärmten Material entsteht. Um dies zu gewährleisten muss der Restsauerstoffanteil in diesem Bereich unter 50 ppm (0,005%) reduziert werden.
- Federnde Verbindung17 mm - 80 mm
- Flex Verbindung57 mm - 250 mm
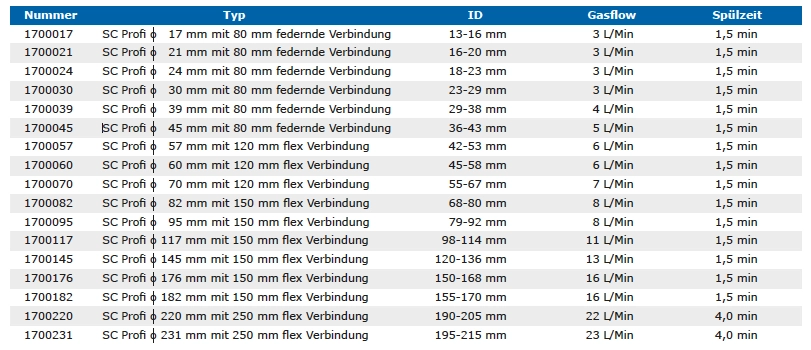
- Durchmesser ø13 - 16 mm - 195 - 215 mm
- Gasflow3 L/Min - 23 L/Min
- Spülzeit1.5 - 4.0 Min
Formieren in 3 Lippen-Form: Bewährte Formiersysteme
Unter Formieren im schweisstechnischen Sinne versteht man den Gasschutz einer Schweissnaht, im Regelfalle der Nahtunter- bzw. Gegenseite (Wurzel) zur Verhinderung von Oxidation, die durch Verbindung von Luftsauerstoff mit dem auf Schweisstemperatur erwärmten Material entsteht. Um dies zu gewährleisten muss der Restsauerstoffanteil in diesem Bereich unter 50 ppm (0,005%) reduziert werden.
Vorrangig tritt diese Notwendigkeit beim Schutzgasschweissen (WIG/ TIG/Plasma) von austenitischen, jedoch auch ferritischen Stählen sowie Ne-Metallen wie z.B. Titan auf. Als Formiergase werden vorrangig Stickstoff/Wasserstoff-, Argon/Wasserstoff-Gemische und reines Argon eingesetzt (s. hierzu auch DIN 32526).
Formiergas-Zylinder Typ SC Profi
Einheit besteht lediglich aus den zwei 3-fach-Dichtlippenelementen und einer Verbindungsachse in wahlweise flexibler, starrer oder federnder Ausführung. In einem der beiden Dichtlippenelemente ist der scheibenförmige Gasverteiler integriert, aus dem das Formiergaslaminar in rohrachsialer Richtung über den gesamten Rohrdurchmesser einströmt. Nach dem Kolbenverdrängungsprinzip wird das zwischen den beiden Dichtlippenelementen befindliche Luft- (Sauerstoff-) Volumen verdrängt und über die Entlüftungsbohrungen des gegenüberliegenden Dichtlippenelementes abgeführt.
Diese konstruktive Ausführung und das beschriebene Wirkungsprinzip gewährleisten die extrem kurze Spülzeit von nur max. 1,5 min (4 min bei Typ 190-215 mm) sowie den jederzeit gleichmässigen Formiergasstrom über den gesamten Nahtwurzelbereich. Nebst dem wesentlichen Kostenersparnis durch die sehr kurze Spülzeit, ermöglicht das Abdecken von mehreren Nennweiten mit einem Zylinderdurchmesser ein unkompliziertes und effizienteres Arbeiten.
Weiterhin ist es möglich zu den SC Profi (mit montierter Federachse) mittels Druckluft nach dem „Rohrpostprinzip“ auch durch mehrere Rohrbögen zu positionieren.
Technische Daten
General
Vorteile
- Geeignet für Rohrinnen Dimensionen von 13-215 mm φ
- Spülzeit nur 1,5 Minuten, Gasflow nur 10% der Rohrdimension
- Gas- und Zeitersparnis
- Patentierte 3-fach-Dichtlippenelemente, die in Bögen nicht kippen
- Patentierter Gasverteiler
- Besonders geeignet für Orbitalschweissen, nur 8mm Druck
- Temperaturfest bis 340°C (max. 1 Stunde)
- UV-fest
- Geeignet für WIG, MIG/MAG und Plasma
- SC Profi wird als eine komplette Einheit geliefert, es ist also nicht möglich Teile zu verlieren
- Einfaches ziehen durch Rohrbögen möglich
- Einschiessen in das Rohr durch Druckluft möglich
- Schnell zu montieren