


Oerlikon INERTFIL 307
Massivdrahtelektrode für das MAG-Schweissen von schwer schweissbaren Stählen, Austenit-Ferrit-Mischverbindungen ("schwarz-weiss"), Hartauftragungen und Pufferlagen.
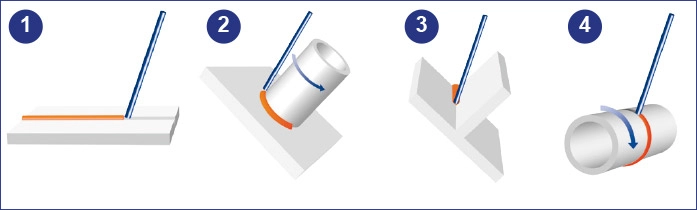
Schweissposition - Stromart - Polung
PA = Waagerechtes Schweissen von Stumpf- und Kehlnäthen (Wannenpostion bzw. Wannelage)
- Strumpfnaht - Blech Wannenposition (1G*)
- Kehlnaht - Rohr rotierend Achse geneigt Wannenposition (1FR*)
- Kehlnaht - Blech Wannenposition (1F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Wannenposition (1G*)
* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PB = Horizontales Schweissen von Kehlnaht schweissen (Horizontal-Vertikalposition)
- Strumpfnaht - Blech Horizontalposition(2F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Horizontalposition(2FR*)
- Strumpfnaht - Rohr fest Achse senkrecht Horizontalposition(2F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PC = Querposition bzw. Quernaht (waagrechtes Schweißen an senkrechter Wand)
- Strumpfnaht - Blech Querposition
- Kehlnaht - Blech Querposition (2G*)
- Strumpfnaht - Rohr fest Achse senkrecht Querposition (2G*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PD = Horizontale Überkopf-Position
- Kehlnaht - Blech Horizontal Überkopfposition(4F*)
- Kehlnaht - Rohr fest Achse senkrecht Horizontal Überkopfposition(4F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PE = Überkopfschweissen bzw. Überkopf-Position
- Strumpfnaht - Blech Überkopfposition (4G*)
- Kehlnaht - Blech Überkopfposition

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PF = Steigposition bzw. Steignaht schweissen (senkrechtes Schweissen von unten nach oben)
- Strumpfnaht - Blech Steigposition(3G steigend*)
- Kehlnaht - Blech Steigposition(3G steigend*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PG = Fallposition bzw. Fallnaht schweissen (senkrechtes Schweissen von oben nach unten)
- Strumpfnaht - Blech Fallposition(3G fallend*)
- Kehlnaht - Blech Fallposition(3G fallend*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
- PA
- PB
- PC
- PD
- PE
- PF
- PG
- DC +
Massivdrahtelektrode für das MAG-Schweissen von schwer schweissbaren Stählen, Austenit-Ferrit-Mischverbindungen ("schwarz-weiss"), Hartauftragungen und Pufferlagen. Einsetzbar auch für die Verbindungsschweissung von Manganhartstahl (z.B. X120Mn12). Rostfreies, voll austenitisches Chrom-Nickel-Mangan-Schweissgut, geringe Anteile an Delta-Ferrit möglich. Hohe Risssicherheit. Zunderbeständig bis 850 °C. Die Härte des reinen Schweissgutes beträgt ca. 180 HB; nach Kaltverfestigung durch Schlagbeanspruchung bis 450 HB. Maximale Betriebstemperatur bei Schwarz-Weiss-Verbindungen 300 °C, bei höheren Temperaturen oder Wärmebehandlungen Drahtelektrode NIFIL 600 verwenden.
- Normbezeichnung (EN IS0)14343-A: G 18 8 Mn
- AWSA5.9: ER 307 (approx)
- Einteilungkorrosions- und hitzebeständige Stähle
- AnalyseC - Mn - Si - P - S - Cr - Ni
| Produkt | Durchmesser | Länge | VPE | Rollenform (DIN EN ISO 544) | Menge | Preis Pro Fass |
|---|---|---|---|---|---|---|
OERLIKON INERTFIL 307Artikel-Nr W000283109 | 0.8 mm | 15 Kg | BS300 BS300 Korbspule (BS)
| Pro Spule CHF 354.00 Ab 10 Spule CHF 283.20 Ab 30 Spule CHF 212.40 Ab 63 Spule CHF 141.60 | ||
OERLIKON INERTFIL 307Artikel-Nr W000283110 | 1.0 mm | 15 kg | BS300 BS300 Korbspule (BS)
| Pro Spule CHF 336.00 Ab 10 Spule CHF 268.80 Ab 30 Spule CHF 201.60 Ab 63 Spule CHF 134.40 | ||
OERLIKON INERTFIL 307Artikel-Nr W000283111 | 1.2 mm | 15 kg | BS300 BS300 Korbspule (BS)
| Pro Spule CHF 323.25 Ab 10 Spule CHF 258.60 Ab 30 Spule CHF 193.95 Ab 63 Spule CHF 129.30 | ||
OERLIKON INERTFIL 307Artikel-Nr W000378431 | 1.2 mm | 250 kg | Fass Fass | Pro Fass CHF 4’157.50 Ab 10 Fass CHF 3'326.00 Ab 30 Fass CHF 2'494.50 Ab 63 Fass CHF 1'663.00 |
Legierungszuschlag
Der Legierungszuschlag (LZ) ist ein Preisaufschlag, den Stahlwerke zum Grundpreis für Edelstahlprodukte addieren. Der LZ spiegelt den Wert der in Edelstahl enthaltenen Legierungselemente wieder.
Der Legierungszuschlag unterscheidet sich je nach Werkstoff und Produkttyp.
LEGIERUNGSZUSCHLAG
Der Legierungszuschlag basiert auf den Preisniveaus folgender in Edelstahl enthaltenen Elemente: Nickel, Chrom, Molybdän, Mangan und Eisen (wobei die letzten zwei einen geringeren Einfluss auf den Gesamtpreis haben).
EXTRAS
Dieser Preisbestandteil beinhaltet Kosten für Sondermaße, unterschiedliche Dicken, Dienstleistungen, Verpackungen und andere Sonderkosten.
GRUNDPREIS
Der Grundpreis berücksichtigt alle weiteren Preisvariablen, die im Normalfall den Preis des Produktes ausmachen (Lohnkosten, Maschinenkosten, Markttrends, usw.). Der Grundpreis wird oft unabhängig von den LZ verhandelt.
Beschreibung
OERLIKON INERTFIL 307 - Drahtelektroden für das Schutzgasschweissen korrosions- und hitzebeständige Stähle -
Massivdrahtelektrode für das MAG-Schweissen von schwer schweissbaren Stählen, Austenit-Ferrit-Mischverbindungen ("schwarz-weiss"), Hartauftragungen und Pufferlagen. Einsetzbar auch für die Verbindungsschweissung von Manganhartstahl (z.B. X120Mn12). Rostfreies, voll austenitisches Chrom-Nickel-Mangan-Schweissgut, geringe Anteile an Delta-Ferrit möglich. Hohe Risssicherheit. Zunderbeständig bis 850 °C. Die Härte des reinen Schweissgutes beträgt ca. 180 HB; nach Kaltverfestigung durch Schlagbeanspruchung bis 450 HB. Maximale Betriebstemperatur bei Schwarz-Weiss-Verbindungen 300 °C, bei höheren Temperaturen oder Wärmebehandlungen Drahtelektrode NIFIL 600 verwenden.
Technische Daten
General
Schutzgase
Normbezeichnungen
Zulassungen
Chemische Zusammensetzung (typische Werte in %)
Mechanische Eigenschaften des reinen Schweissgutes
Vorteile
- Gute Zündeigenschaften
- Optimierte Schweisseigenschaften
- Lichtbogenstabilität
Werkstoffe
- Aciers dificilement soudables
- Soudage hétérogènes aciers avec aciers Inoxydables
- X120Mn12 (1.3401)
- ciers de Blindage

