

.webp)
Oerlikon FLEXAL 60
Stabelektroden für un- und niedriglegierte Stähle
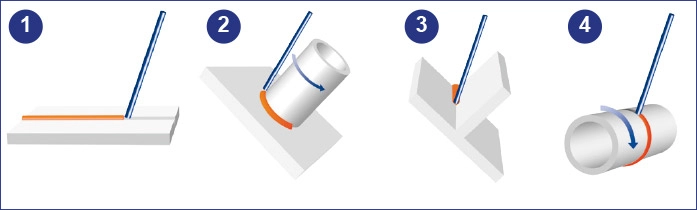
Schweissposition - Stromart - Polung
PA = Waagerechtes Schweissen von Stumpf- und Kehlnäthen (Wannenpostion bzw. Wannelage)
- Strumpfnaht - Blech Wannenposition (1G*)
- Kehlnaht - Rohr rotierend Achse geneigt Wannenposition (1FR*)
- Kehlnaht - Blech Wannenposition (1F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Wannenposition (1G*)
* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PB = Horizontales Schweissen von Kehlnaht schweissen (Horizontal-Vertikalposition)
- Strumpfnaht - Blech Horizontalposition(2F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Horizontalposition(2FR*)
- Strumpfnaht - Rohr fest Achse senkrecht Horizontalposition(2F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PC = Querposition bzw. Quernaht (waagrechtes Schweißen an senkrechter Wand)
- Strumpfnaht - Blech Querposition
- Kehlnaht - Blech Querposition (2G*)
- Strumpfnaht - Rohr fest Achse senkrecht Querposition (2G*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PD = Horizontale Überkopf-Position
- Kehlnaht - Blech Horizontal Überkopfposition(4F*)
- Kehlnaht - Rohr fest Achse senkrecht Horizontal Überkopfposition(4F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PE = Überkopfschweissen bzw. Überkopf-Position
- Strumpfnaht - Blech Überkopfposition (4G*)
- Kehlnaht - Blech Überkopfposition

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PF = Steigposition bzw. Steignaht schweissen (senkrechtes Schweissen von unten nach oben)
- Strumpfnaht - Blech Steigposition(3G steigend*)
- Kehlnaht - Blech Steigposition(3G steigend*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PG = Fallposition bzw. Fallnaht schweissen (senkrechtes Schweissen von oben nach unten)
- Strumpfnaht - Blech Fallposition(3G fallend*)
- Kehlnaht - Blech Fallposition(3G fallend*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
- PA
- PB
- PC
- PD
- PE
- PF
- PG
- DC- ; DC+
Zellulose-umhüllte Stabelektrode für das Fallnahtschweissen von Rohren. Gut geeignet für Wurzel, hotpass sowie Füll- und Decklagen. Für Wurzelschweissungen wird der Minuspol empfohlen. FLEXAL 60 ist auch einsetzbar für die Wurzelschweissung an höherfesten Rohrstählen bis X 80. Die Eignung der Stromquelle für zellulose-umhüllte Elektroden ist zu beachten.
- Normbezeichnung (EN IS0)2560-A: E 38 3 C 21
- AWSA5.1: E 6010
- Einteilungun- und niedriglegierte Stähle
- AnalyseC - Mn - Si
| Produkt | Durchmesser | Länge | Strom | VPE | Inhalt | Menge | Preis Pro Pak |
|---|---|---|---|---|---|---|---|
Oerlikon FLEXAL 60Artikel-Nr W000287257 | 2.5 mm | 350 mm | 40 - 80 A | 9.0 kg | 555 Stk. | Pro Pak CHF 425.00 Ab 6 Pak CHF 361.25 Ab 12 Pak CHF 318.75 Ab 48 Pak CHF 276.25 | |
Oerlikon FLEXAL 60Artikel-Nr W000287258 | 3.25 mm | 350 mm | 60 - 110 A | 9.5 kg | 355 Stk. | Pro Pak CHF 353.00 Ab 6 Pak CHF 300.05 Ab 12 Pak CHF 264.75 Ab 48 Pak CHF 229.45 | |
Oerlikon FLEXAL 60Artikel-Nr W000287259 | 4.0 mm | 350 mm | 90 - 140 A | 9.5 kg | 237 Stk. | Pro Pak CHF 294.00 Ab 6 Pak CHF 249.90 Ab 12 Pak CHF 220.50 Ab 48 Pak CHF 191.10 | |
Oerlikon FLEXAL 60Artikel-Nr W000287260 | 5.0 mm | 350 mm | 110 - 170 A | 9.5 kg | 158 Stk. | Pro Pak CHF 291.00 Ab 6 Pak CHF 247.35 Ab 12 Pak CHF 218.25 Ab 48 Pak CHF 189.15 |
Beschreibung
Oerlikon FLEXAL 60 - Stabelektroden für un- und niedriglegierte Stähle
Zellulose-umhüllte Stabelektrode für das Fallnahtschweissen von Rohren. Gut geeignet für Wurzel, hotpass sowie Füll- und Decklagen. Für Wurzelschweissungen wird der Minuspol empfohlen. FLEXAL 60 ist auch einsetzbar für die Wurzelschweissung an höherfesten Rohrstählen bis X 80. Die Eignung der Stromquelle für zellulose-umhüllte Elektroden ist zu beachten.
Technische Daten
General
Normbezeichnungen
Zulassungen
Chemische Zusammensetzung (typische Werte in %)
Mechanische Eigenschaften des reinen Schweissgutes
Werkstoffe
- L210 - L360
- X42 - X52
- root pass in X80