


Oerlikon CITOFLUX R82 SR
Rutiler-Fülldrahtelektroden Schutzgasschweissen von unlegierten Stählen für Einsatztemperaturen von -50°C bis +450°C.
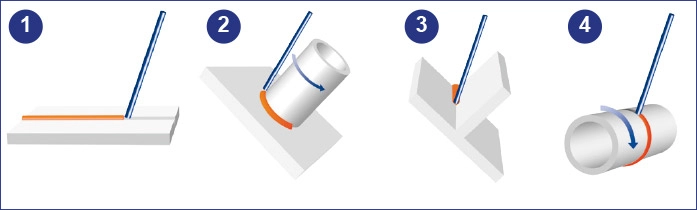
Schweissposition - Stromart - Polung
PA = Waagerechtes Schweissen von Stumpf- und Kehlnäthen (Wannenpostion bzw. Wannelage)
- Strumpfnaht - Blech Wannenposition (1G*)
- Kehlnaht - Rohr rotierend Achse geneigt Wannenposition (1FR*)
- Kehlnaht - Blech Wannenposition (1F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Wannenposition (1G*)
* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PB = Horizontales Schweissen von Kehlnaht schweissen (Horizontal-Vertikalposition)
- Strumpfnaht - Blech Horizontalposition(2F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Horizontalposition(2FR*)
- Strumpfnaht - Rohr fest Achse senkrecht Horizontalposition(2F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PC = Querposition bzw. Quernaht (waagrechtes Schweißen an senkrechter Wand)
- Strumpfnaht - Blech Querposition
- Kehlnaht - Blech Querposition (2G*)
- Strumpfnaht - Rohr fest Achse senkrecht Querposition (2G*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PD = Horizontale Überkopf-Position
- Kehlnaht - Blech Horizontal Überkopfposition(4F*)
- Kehlnaht - Rohr fest Achse senkrecht Horizontal Überkopfposition(4F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PE = Überkopfschweissen bzw. Überkopf-Position
- Strumpfnaht - Blech Überkopfposition (4G*)
- Kehlnaht - Blech Überkopfposition

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PF = Steigposition bzw. Steignaht schweissen (senkrechtes Schweissen von unten nach oben)
- Strumpfnaht - Blech Steigposition(3G steigend*)
- Kehlnaht - Blech Steigposition(3G steigend*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PG = Fallposition bzw. Fallnaht schweissen (senkrechtes Schweissen von oben nach unten)
- Strumpfnaht - Blech Fallposition(3G fallend*)
- Kehlnaht - Blech Fallposition(3G fallend*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
- PA
- PB
- PC
- PD
- PE
- PF
- PG
- DC +
Formgeschlossene Fülldrahtelektrode mit rutiler schnell erstarrender Schlacke für das Metall - Schutzgasschweissen von unlegierten Stählen für Einsatztemperaturen von -50°C bis +450°C in allen Schweisspositionen im Sprühlichtbogen mit erhöhten Schweissparametern und erhöhten Abschmelzleistungen. Sehr gute Schlackenentfernbarkeit, glatte Nahtoberflächen mit kerbfreien Nahtübergängen. Sehr gute mechanische Gütewerte auch nach Spannungsarmglühung (siehe Tabelle mechanische Gütewerte) und hohe Röntgensicherheit. Manuell und vollmechanisiert, beispielsweise mit Orbital- oder Vertikalführungsgeräten, verarbeitbar. Schweissen aller Schweisspositionen mit einer Parameterkombination möglich! Sehr gut auf keramischer Schweissbadsicherung zu verarbeiten. Als Schutzgas wird ausschliesslich Mischgas verwendet (mögliche Zusammensetzungen entsprechend dem jeweiligen Zulassungsumfang).
- Normbezeichnung (EN ISO)17632-A: T 46 5 1Ni P M 1 H5
- AWSA5.29: E81T1-Ni1M-H4
- Einteilungun- und niedriglegierte Stähle
- AnalyseC - Mn - Si - P - S - Ni
| Produkt | Durchmesser | Länge | VPE | Rollenform (DIN EN ISO 544) | Menge | Preis Pro Spule |
|---|---|---|---|---|---|---|
OERLIKON CITOFLUX R82 SRArtikel-Nr W000281161 | 1.2 mm | 16 Kg | B300 B300 Korb-Ringspule (B)
| Pro Spule CHF 432.95 Ab 10 Spule CHF 346.36 Ab 30 Spule CHF 259.77 Ab 63 Spule CHF 173.18 |

Beschreibung
OERLIKON CITOFLUX R82 SR - Fülldrahtelektroden für un- und niedriglegierte Stähle -
Formgeschlossene Fülldrahtelektrode mit rutiler schnell erstarrender Schlacke für das Metall - Schutzgasschweissen von unlegierten Stählen für Einsatztemperaturen von -50°C bis +450°C in allen Schweisspositionen im Sprühlichtbogen mit erhöhten Schweissparametern und erhöhten Abschmelzleistungen. Sehr gute Schlackenentfernbarkeit, glatte Nahtoberflächen mit kerbfreien Nahtübergängen. Sehr gute mechanische Gütewerte auch nach Spannungsarmglühung (siehe Tabelle mechanische Gütewerte) und hohe Röntgensicherheit. Manuell und vollmechanisiert, beispielsweise mit Orbital- oder Vertikalführungsgeräten, verarbeitbar. Schweissen aller Schweisspositionen mit einer Parameterkombination möglich! Sehr gut auf keramischer Schweissbadsicherung zu verarbeiten. Als Schutzgas wird ausschliesslich Mischgas verwendet (mögliche Zusammensetzungen entsprechend dem jeweiligen Zulassungsumfang).
Technische Daten
General
Schutzgase
Normbezeichnungen
Zulassungen
Chemische Zusammensetzung (typische Werte in %)
Mechanische Eigenschaften des reinen Schweissgutes
Vorteile
- Gute Zündeigenschaften
- Optimierte Schweisseigenschaften
- Lichtbogenstabilität
Werkstoffe
- S(P)235-S(P)460
- GP240-GP280