


Oerlikon CARBOROD 1A
WIG/TIG - Schweissstäbe
un- und niedriglegierte Stähle
Schweissposition - Stromart - Polung
PA = Waagerechtes Schweissen von Stumpf- und Kehlnäthen (Wannenpostion bzw. Wannelage)
- Strumpfnaht - Blech Wannenposition (1G*)
- Kehlnaht - Rohr rotierend Achse geneigt Wannenposition (1FR*)
- Kehlnaht - Blech Wannenposition (1F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Wannenposition (1G*)
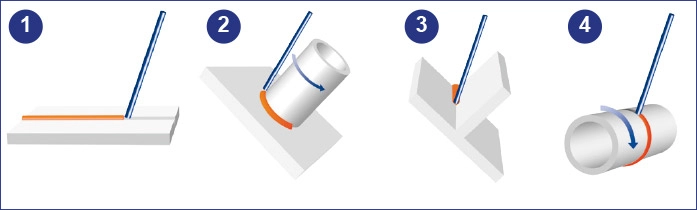
* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PB = Horizontales Schweissen von Kehlnaht schweissen (Horizontal-Vertikalposition)
- Strumpfnaht - Blech Horizontalposition(2F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Horizontalposition(2FR*)
- Strumpfnaht - Rohr fest Achse senkrecht Horizontalposition(2F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PC = Querposition bzw. Quernaht (waagrechtes Schweißen an senkrechter Wand)
- Strumpfnaht - Blech Querposition
- Kehlnaht - Blech Querposition (2G*)
- Strumpfnaht - Rohr fest Achse senkrecht Querposition (2G*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PD = Horizontale Überkopf-Position
- Kehlnaht - Blech Horizontal Überkopfposition(4F*)
- Kehlnaht - Rohr fest Achse senkrecht Horizontal Überkopfposition(4F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PE = Überkopfschweissen bzw. Überkopf-Position
- Strumpfnaht - Blech Überkopfposition (4G*)
- Kehlnaht - Blech Überkopfposition

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PF = Steigposition bzw. Steignaht schweissen (senkrechtes Schweissen von unten nach oben)
- Strumpfnaht - Blech Steigposition(3G steigend*)
- Kehlnaht - Blech Steigposition(3G steigend*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PG = Fallposition bzw. Fallnaht schweissen (senkrechtes Schweissen von oben nach unten)
- Strumpfnaht - Blech Fallposition(3G fallend*)
- Kehlnaht - Blech Fallposition(3G fallend*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
- PA
- PB
- PC
- PD
- PE
- PF
- PG
- DC -
WIG-Schweißstab für un- und niedriglegierte Stähle und Stahlguss bis 460 N/mm² Streckgrenze. Gute Kaltzähigkeit bis -50 °C.
- Normbezeichnung (EN IS0)636-A: W 46 4 4Si1
- AWSA5.18: ER 70S-6
- Einteilungun- und niedriglegierte Stähle
- AnalyseC - Mn - Si - P - S
| Produkt | Durchmesser | Länge | VPE | Menge | Preis Pro Pak |
|---|---|---|---|---|---|
OERLIKON CARBOROD 1AArtikel-Nr T16T005R3S11 | 1.6 mm | 1000 mm | 5 Kg | Pro Pak CHF 88.60 Ab 5 Pak CHF 75.31 Ab 20 Pak CHF 66.45 Ab 50 Pak CHF 53.16 | |
OERLIKON CARBOROD 1AArtikel-Nr T20T005R3S11 | 2.0 mm | 1000 mm | 5 Kg | Pro Pak CHF 82.75 Ab 5 Pak CHF 70.34 Ab 20 Pak CHF 62.06 Ab 50 Pak CHF 49.65 | |
OERLIKON CARBOROD 1AArtikel-Nr T24T005R3S11 | 2.4 mm | 1000 mm | 5 Kg | Pro Pak CHF 78.70 Ab 5 Pak CHF 66.90 Ab 20 Pak CHF 59.03 Ab 50 Pak CHF 47.22 |
Beschreibung
OERLIKON CARBOROD 1A - Schweissstäbe für un- und niedriglegierte Stähle
WIG-Schweißstab für un- und niedriglegierte Stähle und Stahlguss bis 460 N/mm² Streckgrenze. Gute Kaltzähigkeit bis -50 °C.
Technische Daten
General
Normbezeichnung (EN IS0)
636-A: W 46 4 4Si1
AWS
A5.18: ER 70S-6
Einteilung
un- und niedriglegierte Stähle
Analyse
C - Mn - Si - P - S
Schutzgase
Schutzgase
EN ISO 14175 : I1
Normbezeichnungen
EN IS0
636-A: W 46 4 4Si1
AWS
A5.18: ER 70S-6
Chemische Zusammensetzung (typische Werte in %)
C
0.08
Mn
1.7
SI
0.9
P
≤ 0.020
S
≤ 0.020
Mechanische Eigenschaften des reinen Schweissgutes
Wärmebehandlung
Unbehandelt
Streckgrenze (MPa)
≥ 460
Zugfestigkeit (MPa)
550 - 680
Dehnung (%) A5 (%)
≥ 24
Kerbschlagarbeit ISO-V (J) +20 °C
≥ 120
Kerbschlagarbeit ISO-V (J) -40 °C
≥ 47
Werkstoffe
- S(P)235 - S(P)460
- GP240
- GP280