


Oerlikon CARBOROD 1
WIG/TIG - Schweissstäbe
un- und niedriglegierte Stähle
Schweissposition - Stromart - Polung
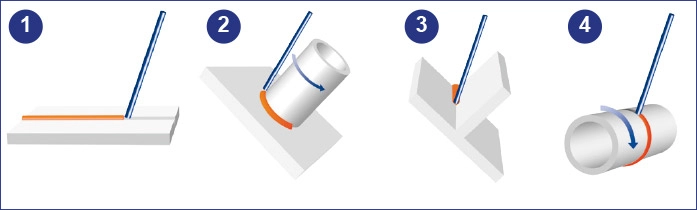
PA = Waagerechtes Schweissen von Stumpf- und Kehlnäthen (Wannenpostion bzw. Wannelage)
- Strumpfnaht - Blech Wannenposition (1G*)
- Kehlnaht - Rohr rotierend Achse geneigt Wannenposition (1FR*)
- Kehlnaht - Blech Wannenposition (1F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Wannenposition (1G*)
* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PB = Horizontales Schweissen von Kehlnaht schweissen (Horizontal-Vertikalposition)
- Strumpfnaht - Blech Horizontalposition(2F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Horizontalposition(2FR*)
- Strumpfnaht - Rohr fest Achse senkrecht Horizontalposition(2F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PC = Querposition bzw. Quernaht (waagrechtes Schweißen an senkrechter Wand)
- Strumpfnaht - Blech Querposition
- Kehlnaht - Blech Querposition (2G*)
- Strumpfnaht - Rohr fest Achse senkrecht Querposition (2G*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PD = Horizontale Überkopf-Position
- Kehlnaht - Blech Horizontal Überkopfposition(4F*)
- Kehlnaht - Rohr fest Achse senkrecht Horizontal Überkopfposition(4F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PE = Überkopfschweissen bzw. Überkopf-Position
- Strumpfnaht - Blech Überkopfposition (4G*)
- Kehlnaht - Blech Überkopfposition

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PF = Steigposition bzw. Steignaht schweissen (senkrechtes Schweissen von unten nach oben)
- Strumpfnaht - Blech Steigposition(3G steigend*)
- Kehlnaht - Blech Steigposition(3G steigend*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PG = Fallposition bzw. Fallnaht schweissen (senkrechtes Schweissen von oben nach unten)
- Strumpfnaht - Blech Fallposition(3G fallend*)
- Kehlnaht - Blech Fallposition(3G fallend*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
- PA
- PB
- PC
- PD
- PE
- PF
- PG
- DC -
CARBOROD ist für das Schweissen von Bau- und C-Mn-Stählen geeignet und wird vorrangig für Wurzelnähte genutzt, wenn keine rückseitige Gegenschweissung möglich ist. Ausgezeichnete mechanische Eigenschaften und Zähigkeit bei Anwendungen im Niedertemperaturbereich bis zu -40 °C. WIG-Stab zum Schweissen von Bau- und Kohlenstoffstählen in Stahlkonstruktionen. Zähe und saubere Wurzelnähte und erste Fülllage für nachfolgende Schweissprozesse, wenn keine Gegenschweissung möglich ist.
- Normbezeichnung (EN IS0) 636-A: W 42 4 W3Si1
- AWSA5.18: ER 70S-6
- Einteilungun- und niedriglegierte Stähle
- AnalyseC - Mn - Si - P - S
| Produkt | Durchmesser | Länge | VPE | Menge | Preis Pro Pak |
|---|---|---|---|---|---|
OERLIKON CARBOROD 1Artikel-Nr W000283321 | 1.2 mm | 1000 mm | 5 Kg | Pro Pak CHF 87.00 Ab 5 Pak CHF 73.95 Ab 20 Pak CHF 65.25 Ab 50 Pak CHF 52.20 | |
OERLIKON CARBOROD 1Artikel-Nr W000283322 | 1.6 mm | 1000 mm | 5 Kg | Pro Pak CHF 69.80 Ab 5 Pak CHF 59.33 Ab 20 Pak CHF 52.35 Ab 50 Pak CHF 41.88 | |
OERLIKON CARBOROD 1Artikel-Nr W000283323 | 2.0 mm | 1000 mm | 5 Kg | Pro Pak CHF 69.05 Ab 5 Pak CHF 58.69 Ab 20 Pak CHF 51.79 Ab 50 Pak CHF 41.43 | |
OERLIKON CARBOROD 1Artikel-Nr W000283324 | 2.4 mm | 1000 mm | 5 Kg | Pro Pak CHF 68.35 Ab 5 Pak CHF 58.10 Ab 20 Pak CHF 51.26 Ab 50 Pak CHF 41.01 | |
OERLIKON CARBOROD 1Artikel-Nr W000283325 | 3.25 mm | 1000 mm | 5 Kg | Pro Pak CHF 67.85 Ab 5 Pak CHF 57.67 Ab 20 Pak CHF 50.89 Ab 50 Pak CHF 40.71 |
Beschreibung
OERLIKON CARBOROD 1 - Schweissstäbe für un- und niedriglegierte Stähle
CARBOROD ist für das Schweissen von Bau- und C-Mn-Stählen geeignet und wird vorrangig für Wurzelnähte genutzt, wenn keine rückseitige Gegenschweissung möglich ist. Ausgezeichnete mechanische Eigenschaften und Zähigkeit bei Anwendungen im Niedertemperaturbereich bis zu -40 °C.
WIG-Stab zum Schweissen von Bau- und Kohlenstoffstählen in Stahlkonstruktionen. Zähe und saubere Wurzelnähte und erste Fülllage für nachfolgende Schweissprozesse, wenn keine Gegenschweissung möglich ist.
Technische Daten
General
Schutzgase
Normbezeichnungen
Zulassungen
Chemische Zusammensetzung (typische Werte in %)
Mechanische Eigenschaften des reinen Schweissgutes (Schutzgas 100% Ar)
Werkstoffe
- S(P)235
- S(P)420
- GP240
- GP280








