




Oerlikon BASINOX 410 NiMo
Stabelektroden für korrosions- und hitzebeständige Stähle
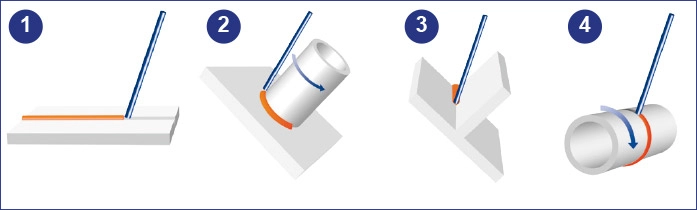
Schweissposition - Stromart - Polung
PA = Waagerechtes Schweissen von Stumpf- und Kehlnäthen (Wannenpostion bzw. Wannelage)
- Strumpfnaht - Blech Wannenposition (1G*)
- Kehlnaht - Rohr rotierend Achse geneigt Wannenposition (1FR*)
- Kehlnaht - Blech Wannenposition (1F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Wannenposition (1G*)
* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PB = Horizontales Schweissen von Kehlnaht schweissen (Horizontal-Vertikalposition)
- Strumpfnaht - Blech Horizontalposition(2F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Horizontalposition(2FR*)
- Strumpfnaht - Rohr fest Achse senkrecht Horizontalposition(2F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PC = Querposition bzw. Quernaht (waagrechtes Schweißen an senkrechter Wand)
- Strumpfnaht - Blech Querposition
- Kehlnaht - Blech Querposition (2G*)
- Strumpfnaht - Rohr fest Achse senkrecht Querposition (2G*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PD = Horizontale Überkopf-Position
- Kehlnaht - Blech Horizontal Überkopfposition(4F*)
- Kehlnaht - Rohr fest Achse senkrecht Horizontal Überkopfposition(4F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PE = Überkopfschweissen bzw. Überkopf-Position
- Strumpfnaht - Blech Überkopfposition (4G*)
- Kehlnaht - Blech Überkopfposition

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PF = Steigposition bzw. Steignaht schweissen (senkrechtes Schweissen von unten nach oben)
- Strumpfnaht - Blech Steigposition(3G steigend*)
- Kehlnaht - Blech Steigposition(3G steigend*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
- PA
- PB
- PC
- PD
- PE
- PF
- DC +
Basisch-umhüllte Stabelektrode zum Schweissen von weichmartensitischen 13% Chrom-Nickel-Stählen oder Stahlguss. Trotz der hohen Festigkeit ausgezeichnete Zähigkeitswerte. Für Wanddicken über 10 mm wird Vorwärmen auf max. 150°C empfohlen. Nach dem Schweissen entweder Anlassen oder Vergüten.
- Normbezeichnung (EN IS0)3581-A: E 13 4 B 42
- AWSA5.4: E 410NiMo-15
- Einteilungkorrosions- und hitzebeständige Stähle
- AnalyseC - Mn - Si - P - S - Cr - Ni - Mo
| Produkt | Durchmesser | Länge | Strom | VPE | Inhalt | Menge | Preis Pro Pak |
|---|---|---|---|---|---|---|---|
Oerlikon BASINOX 410 NiMo MediumArtikel-Nr W000288026 | 2.5 mm | 300 mm | 65 - 95 A | 1,9 kg | 100 Stk. | Pro Pak CHF 209.00 Ab 6 Pak CHF 177.65 Ab 12 Pak CHF 156.75 Ab 48 Pak CHF 135.85 | |
Oerlikon BASINOX 410 NiMo MediumArtikel-Nr W000288027 | 3.25 mm | 350 mm | 85 - 140 A | 2.1 kg | 55 Stk. | Pro Pak CHF 130.00 Ab 6 Pak CHF 110.50 Ab 12 Pak CHF 97.50 Ab 48 Pak CHF 84.50 | |
Oerlikon BASINOX 410 NiMo MediumArtikel-Nr W000288028 | 4.0 mm | 350 mm | 190 - 240 A | 2.3 kg | 40 Stk. | Pro Pak CHF 125.00 Ab 6 Pak CHF 106.25 Ab 12 Pak CHF 93.75 Ab 48 Pak CHF 81.25 |
Legierungszuschlag
Der Legierungszuschlag (LZ) ist ein Preisaufschlag, den Stahlwerke zum Grundpreis für Edelstahlprodukte addieren. Der LZ spiegelt den Wert der in Edelstahl enthaltenen Legierungselemente wieder.
Der Legierungszuschlag unterscheidet sich je nach Werkstoff und Produkttyp.
LEGIERUNGSZUSCHLAG
Der Legierungszuschlag basiert auf den Preisniveaus folgender in Edelstahl enthaltenen Elemente: Nickel, Chrom, Molybdän, Mangan und Eisen (wobei die letzten zwei einen geringeren Einfluss auf den Gesamtpreis haben).
EXTRAS
Dieser Preisbestandteil beinhaltet Kosten für Sondermaße, unterschiedliche Dicken, Dienstleistungen, Verpackungen und andere Sonderkosten.
GRUNDPREIS
Der Grundpreis berücksichtigt alle weiteren Preisvariablen, die im Normalfall den Preis des Produktes ausmachen (Lohnkosten, Maschinenkosten, Markttrends, usw.). Der Grundpreis wird oft unabhängig von den LZ verhandelt.
Beschreibung
Oerlikon BASINOX 410 NiMo - Stabelektroden korrosions- und hitzebeständige Stähle
Basisch-umhüllte Stabelektrode zum Schweissen von weichmartensitischen 13% Chrom-Nickel-Stählen oder Stahlguss. Trotz der hohen Festigkeit ausgezeichnete Zähigkeitswerte. Für Wanddicken über 10 mm wird Vorwärmen auf max. 150°C empfohlen. Nach dem Schweissen entweder Anlassen oder Vergüten.
Technische Daten
General
Normbezeichnungen
Chemische Zusammensetzung (typische Werte in %)
Mechanische Eigenschaften des reinen Schweissgutes
Werkstoffe
- 1.4407 (G-X5CrNiMo13-4)
- 1.4414 (G-X4CrNiMo13-4)
- 1.4313 (X4CrNi13-4)
- 1.4413 (X3CrNiMo13-4)