


ISOFIL TD 600
Drahtelektroden für das Schutzgasschweissen
Hartauftragen
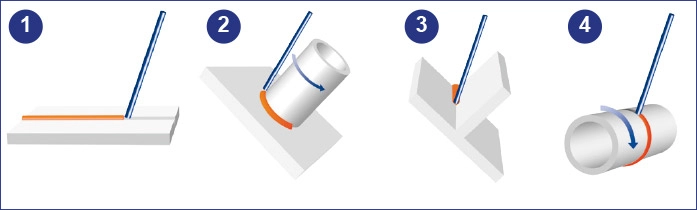
Schweissposition - Stromart - Polung
PA = Waagerechtes Schweissen von Stumpf- und Kehlnäthen (Wannenpostion bzw. Wannelage)
- Strumpfnaht - Blech Wannenposition (1G*)
- Kehlnaht - Rohr rotierend Achse geneigt Wannenposition (1FR*)
- Kehlnaht - Blech Wannenposition (1F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Wannenposition (1G*)
* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PB = Horizontales Schweissen von Kehlnaht schweissen (Horizontal-Vertikalposition)
- Strumpfnaht - Blech Horizontalposition(2F*)
- Strumpfnaht - Rohr rotierend Achse waagerecht Horizontalposition(2FR*)
- Strumpfnaht - Rohr fest Achse senkrecht Horizontalposition(2F*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PC = Querposition bzw. Quernaht (waagrechtes Schweißen an senkrechter Wand)
- Strumpfnaht - Blech Querposition
- Kehlnaht - Blech Querposition (2G*)
- Strumpfnaht - Rohr fest Achse senkrecht Querposition (2G*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PE = Überkopfschweissen bzw. Überkopf-Position
- Strumpfnaht - Blech Überkopfposition (4G*)
- Kehlnaht - Blech Überkopfposition

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
PF = Steigposition bzw. Steignaht schweissen (senkrechtes Schweissen von unten nach oben)
- Strumpfnaht - Blech Steigposition(3G steigend*)
- Kehlnaht - Blech Steigposition(3G steigend*)

* US-amerikanische Bezeichnung nach AWS A3.0, ASME Section IX
- PA
- PB
- PC
- PE
- PF
Schweissstab/Drahtelektrode aus Chrom-Siliziumstahl zum MIG/MAG-Schweissen zähharter abriebfester Auftragung. Das Schweissen, mit anderen Schutzgasen kann die Härtewerte verändern. Unbehandeltes Schweissgut nur durch Schleifen bearbeitbar. Rissempfindliche Grundwerkstoffe auf 200 bis 300°C vorwärmen. Bei sehr rissempfindlichen Grundwerkstoffen Zwischenlage (Pufferlage) schweissen, z.B. mit Drahtelektrode AX-307 oder Stabelektrode AX-307HL.
- Normbezeichnung (DIN 8555)1.4718
- EinteilungHartauftragen
- AnalyseC - Si - Mn - Cr
| Produkt | Durchmesser | Länge | VPE | Rollenform (DIN EN ISO 544) | Menge | Preis Pro Spule |
|---|---|---|---|---|---|---|
ISOFIL TD 600Artikel-Nr 4sgk610 | 1.0 mm | 5 kg | S200 S200 Dornspule (S)
| Pro Spule CHF 292.00 Ab 10 Spule CHF 233.60 Ab 30 Spule CHF 175.20 Ab 63 Spule CHF 116.80 | ||
ISOFIL TD 600Artikel-Nr 4sgk612 | 1.2 mm | 5 Kg | S200 S200 Dornspule (S)
| Pro Spule CHF 269.00 Ab 10 Spule CHF 215.20 Ab 30 Spule CHF 161.40 Ab 63 Spule CHF 107.60 | ||
ISOFIL TD 600Artikel-Nr 40td608 | 0.8 mm | 15 kg | BS300 BS300 Korbspule (BS)
| Pro Spule CHF 795.00 Ab 10 Spule CHF 636.00 Ab 30 Spule CHF 477.00 Ab 63 Spule CHF 318.00 | ||
ISOFIL TD 600Artikel-Nr 40sg610 | 1.0 mm | 15 kg | BS 300 BS300 Korbspule (BS)
| Pro Spule CHF 725.00 Ab 10 Spule CHF 580.00 Ab 30 Spule CHF 435.00 Ab 63 Spule CHF 290.00 | ||
ISOFIL TD 600Artikel-Nr 40sg612 | 1.2 mm | 15 kg | BS 300 BS300 Korbspule (BS)
| Pro Spule CHF 627.00 Ab 10 Spule CHF 501.60 Ab 30 Spule CHF 376.20 Ab 63 Spule CHF 250.80 | ||
ISOFIL TD 600Artikel-Nr 40sg616 | 1.6 mm | 15 kg | BS300 BS300 Korbspule (BS)
| Pro Spule CHF 505.00 Ab 10 Spule CHF 404.00 Ab 30 Spule CHF 303.00 Ab 63 Spule CHF 202.00 |

Beschreibung
ISOFIL TD 600 - Drahtelektroden für das Schutzgasschweissen Hartauftragen -
Schweissstab/Drahtelektrode aus Chrom-Siliziumstahl zum MIG/MAG-Schweissen zähharter abriebfester Auftragung.
Besondere Hinweis:
Das Schweissen, mit anderen Schutzgasen kann die Härtewerte verändern. Unbehandeltes Schweissgut nur durch Schleifen bearbeitbar. Rissempfindliche Grundwerkstoffe auf 200 bis 300°C vorwärmen. Bei sehr rissempfindlichen Grundwerkstoffen Zwischenlage (Pufferlage) schweissen, z.B. mit Drahtelektrode AX-307 oder Stabelektrode AX-307HL.
Wichtigste Anwendungsbereiche:
Auftragungen auf Maschinenteile aus Baustahl oder Stahlguss oder Manganhart-Stahl, z.B. Rollen, Laufflächen, Raupenketten, Laufräder, Kollergänge, Baggerteile, Förderschnecken, Walzenbrecher, Schlaghämmer, Walzwerksführungen, Nocken, Spannbacken, Prallbacken, Mischarme, Ambosse.